
咨询热线:邵经理
13705882944
咨询热线:邵经理
13705882944


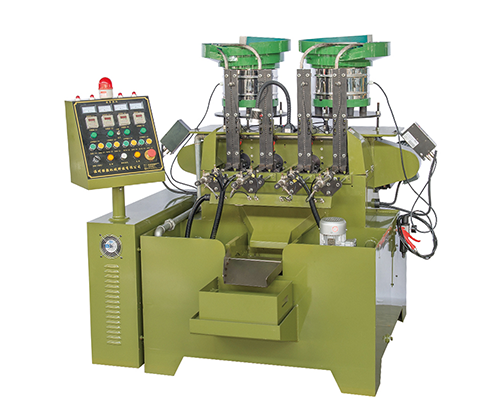
电动攻丝机操作办法:接通电源后,翻开电源操控器,设置好攻丝转速,按住正转,伺服电机将电压信号转化为转矩和转速输出进行攻丝作业,攻到底部按住回转按钮退丝。功丝精度高,通止规可检测。电动攻丝机由以下几部分构成:1.伺服电机:以将电压信号转化为转矩和转速来驱动操控目标。2.操控器:电源操控及扭距过载维护。3.显示屏:进、退丝转速操控调理。4.丝锥扭力维护夹头:调理夹头扭距巨细,丝攻攻到盲孔底部超越其扭距,打滑维护。5.支架:高度可升降调理、操作半径规模内恣意方位攻丝。6.机身设有进步机构可使主轴Z轴进步120mm,一般丝锥攻螺纹中常呈现的问题:螺纹中径过大或过小

1、开端操作前,查看主要锁紧螺栓是否坚固,电源开关及线路是否杰出。按规则穿戴劳保用品,非攻丝工制止操作。2、操作前有必要在规则加油部位注入润滑油、润滑脂等。待该机作业正常、灵敏、牢靠后方能操作。3、攻丝前,有必要将所需攻丝的工件、东西等摆放整齐、顺手。4、宁德自动攻牙机调试攻丝机所攻丝的丝锥大小与深度符合要求的尺度后再开端作业。避免滑牙和不够牙。5.操作时禁止戴手套,女员工长头发者,有必要挽入作业帽内。6.关于较深的螺孔或盲孔,要分几回攻入、退出,便于排屑。小工件攻丝时,有必要运用夹具固定,以确保攻丝质量与加工安全。7、自动攻牙机厂家攻丝时排出的铁屑铁沫等,应留有空位或槽穴以便利杂物排出,随时收拾。每8-10个工件,丝攻上要加一次润滑油。
不同,可分为单轴攻丝机、二轴攻丝机四轴攻丝机、六轴攻丝机、多轴攻丝机等;根据加工零件种类不同,攻丝机又可分为模内攻丝机、热打螺母攻丝机、法兰螺母攻丝机、圆螺母攻丝机、六角螺母攻丝机、盲孔螺母攻丝机、防盗螺母攻丝机等多种型号;根据攻丝机加工过程的自动化程度不同,攻丝机可分为全自动攻丝机、半自动攻丝机和手动攻丝机,数控攻丝机等;根据攻丝机攻牙时是否同时钻孔,攻丝机又分钻孔攻丝机、扩孔攻丝机、专用攻丝机,数控攻丝机,万向动臂攻丝机。

攻丝机同气割开坡口的方法相比,能耗低、坡口速度快(为气割的三倍以上),且不需清毛刺。同刨边机、龙刨等其他切削设备相比、本机价格低廉、占地面积小、耗能仅是它们的十分之一、加工时工件不需装夹,所以运用便利、工效高、配用托架可不受工件的长度、宽度限制。因此使用倒角机加工坡口远胜于其他设备,是当今国内理想的钢板焊前坡口设备。攻丝机不起毛边利用滚剪原理,在滚刀旋转带动钢板前进的相对运动中,将钢板的边角切除,能满足A3钢板、不锈钢板及16Mn板等焊接前的坡口需求,加工的坡口尺度正确,表面光洁。

攻丝: 制作内镙纹叫攻丝.它的工具叫丝攻。(丝锥) 套扣(丝):制作外螺纹就是套丝,工具:就是扳牙。攻丝的要点:(1)工件上螺纹底孔的孔口要倒角,通孔螺纹两端都倒角。(2)工件夹位置要正确,尽量使螺纹孔中心线置于水平或竖直位置,使攻丝容易判断丝锥轴线是否垂直于工件的平面。(3)在攻丝开始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。一般切入3-4圈螺纹时,丝锥位置应正确无误。以后,只须转动绞手,而不应再对丝锥加压力,否则螺纹牙形将被损坏。(4)攻丝时,每扳转绞手1/2-1圈,就应倒转约1/2圈,使切屑碎断后容易排出,并可减少切削刃因粘屑而使丝锥轧住现象。(5)攻不通的螺孔时,要经常退出丝锥,排除孔中的切屑。(6)攻塑性材料的螺孔时,要加润滑冷却液。对于钢料,一般用机没或浓度较大的乳化液要求较高的可用菜油或二硫化钼等。
![]()
地址:浙江省嘉兴市海盐县通元镇兴通路387号
手机: 13705882944
电话:+86-0573-86611088
传真:+86-0573-86660056
网址:www.qygyj.com
热门搜索:自动攻丝机,伺服攻丝机,攻丝机厂家
