
咨询热线:邵经理
13705882944
咨询热线:邵经理
13705882944


气动攻丝机配有精密扭力筒夹,筒夹自身带有过载保护装置。扭力筒夹采用汽车离合器的原理,即便是盲孔,也不必担心会扭断丝攻,有效地对扭力的进行控制,保证丝锥不易扭断或损坏;螺牙精度达到7级或以上,透孔或盲孔攻丝时均不出现断牙、坏牙现象。
1. 检查攻丝机是否发生头部攻击和攻丝机的第二次攻击;如果是这样,应该轻敲第二个功丝孔,然后再轻敲电线。2. 查看井底孔的大小是不是合适的,丝锥能不能进到里面,底孔有没有腐烂。如果发生这种情况,应该立即检查井底的直径,然后取出扩大后的井底进行操作。3.有没有选择攻丝机的攻丝类型,大家有选择的话,应该更新对应的丝锥。并且查看攻丝材料,例如不锈钢制品,硬度过硬,攻丝机强度不大,容易出现打滑。4. 清理攻丝机电机是一件很重要的事情。因为天气热,压缩在空气中的水分会对应增多。在注意空压机压力的条件下,同时要注意清理攻丝机电机。

电动攻丝机是否好用的因素有四个:机械刚性、电机、传动箱、臂架轴承。一、刚性。悬臂式电动攻丝机的悬臂架构,刚性要好,同时要保证手臂的灵活性,不能太重,否则移动起来不方便。因此,国外的悬臂式电动攻丝机很好用,一般采用铸造铝合金,刚性好重量轻,耐磨耐用。二、伺服电机。伺服电机的选择要看定位精度、过载率、速度平滑度、耐久性、散热等。因为伺服电机要频繁的正反转,散热和耐用性一定要好。三、传动箱-行星齿轮箱。很多高端的电动攻丝机会配备高精度行星变速箱。高精度行星变速箱,市场上常见,分为日本系统、台湾系统、国内系统。

多头攻丝机切削速度,由于钛合金具有大的弹性和变形率,因而需求采有相对较小的切削速度 。在加工钛合金零件的小孔时,引荐采用的圆周切削速度为10~14英寸/分。我们不引荐采用更小的速 度,由于那样会招致工件的冷作硬化。另外,也需留意刀具破损而招致切削热。多头攻丝机容屑槽,在深孔攻丝时,需减少丝锥槽数,使每个槽的容屑空间。这样,当丝 锥退刀时,能够带走更多的铁屑,减小由于铁屑梗塞而形成刀具破损的时机。但另一方面,丝锥容屑 槽的加大使得芯部直径减小,因而,丝锥强度遭到影响。所以这也会影响切削速度。另外,螺旋槽丝 锥比直槽丝锥更易排屑。

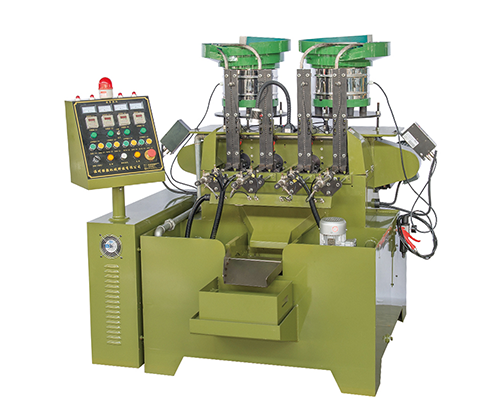
一、首先以产量来分:对于小型工件,数量很大,大型汽配攻牙机可以选择全自动和半自动。其次,可以轻触材质和螺纹尺寸以进行分割:1、M3-12范畴内的丝:有多种选择。如果您需要省钱,请选择台钻,成本低。气动的比较节省人力,效率高,移动方便。如果产品型号相同,请选择多轴。2、M3-24范畴内的丝:可以选择气动的,性价比高,还能够随意的移动工作很方便,工作效率也很高。3、M30-150范畴内的丝:南昌汽配攻牙机可以选择液压的,也只能选择液压的。一般来说,人们可以根据自己的需要进行选择,并且必须能够找到一台适合自己的全自动攻丝机。
![]()
地址:浙江省嘉兴市海盐县通元镇兴通路387号
手机: 13705882944
电话:+86-0573-86611088
传真:+86-0573-86660056
网址:www.qygyj.com
热门搜索:自动攻丝机,伺服攻丝机,攻丝机厂家
