
咨询热线:邵经理
13705882944
咨询热线:邵经理
13705882944


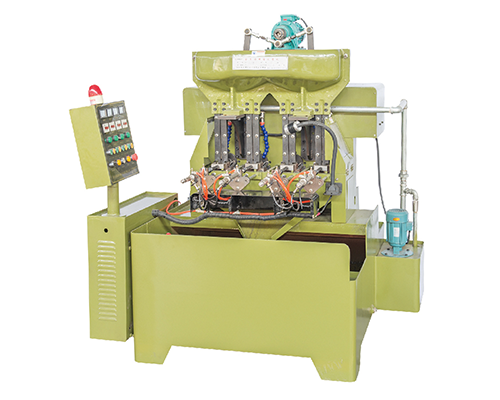
攻丝机同气割开坡口的方法相比,能耗低、坡口速度快(为气割的三倍以上),且不需清毛刺。同刨边机、龙刨等其他切削设备相比、本机价格低廉、占地面积小、耗能仅是它们的十分之一、加工时工件不需装夹,所以运用便利、工效高、配用托架可不受工件的长度、宽度限制。因此使用倒角机加工坡口远胜于其他设备,是当今国内理想的钢板焊前坡口设备。攻丝机不起毛边利用滚剪原理,在滚刀旋转带动钢板前进的相对运动中,将钢板的边角切除,能满足A3钢板、不锈钢板及16Mn板等焊接前的坡口需求,加工的坡口尺度正确,表面光洁。

调节垂直度。1、让气动马达下方的快换接头与工作桌面或工件的平面接触,确定快换接头与工作桌面垂直,(快换接头与工作桌面无间隙),然后再锁紧垂直板或万向头之4只固定螺丝。2、将空气管接于三联件与马达之间。气动马达。1、气动马达压下前端之"扳机"则马达正转;攻丝,同时压下后端之"反转按钮"则气动马达反转;退出。2、平行臂能很轻易的移动至攻丝位置,不要很用力往下压,让丝锥就像导螺杆似地、无阻力地进出螺孔。

1、开端操作前,查看主要锁紧螺栓是否坚固,电源开关及线路是否杰出。按规则穿戴劳保用品,非攻丝工制止操作。2、操作前有必要在规则加油部位注入润滑油、润滑脂等。待该机作业正常、灵敏、牢靠后方能操作。3、攻丝前,有必要将所需攻丝的工件、东西等摆放整齐、顺手。4、调试攻丝机所攻丝的丝锥大小与深度符合要求的尺度后再开端作业。避免滑牙和不够牙。5.操作时禁止戴手套,女员工长头发者,有必要挽入作业帽内。6.关于较深的螺孔或盲孔,要分几回攻入、退出,便于排屑。小工件攻丝时,有必要运用夹具固定,以确保攻丝质量与加工安全。7、攻丝时排出的铁屑铁沫等,应留有空位或槽穴以便利杂物排出,随时收拾。每8-10个工件,丝攻上要加一次润滑油。

1.常常给空压机排水。珠海全自动攻牙机空压机要常常排水,如果空压机水太多没及时排掉,会带到气动马达里边,时刻久了,轴承变的不灵敏。2.气动攻丝机虑水的杯子(左边的杯)要常常排水。3.双联件的油杯(右边的杯)要加油。大型全自动攻牙机气动攻牙机的气动马达里边只要是轴承和齿轮构成,很需要润滑。加油了,作业就灵敏,气动攻牙机就经久耐用。
1、马达内装独立降温风扇,强制散热,可避免高温而导制马力降低,可连续操作、坚固耐用。2、特采用实心立柱,经回火处理消除应力,耐摩擦、不生锈。3、为提高扭力、降低转速,特别在主轴内部多设置一组减速齿轮组,以创造牙纹及延长丝攻寿命。4、可连续高速循环运转,每分钟42次。5、特设双重安全扭力保护装置,防止丝攻之折损。6、操作简单(脚踏形式),初学者也可顺利操作,操作者两手均可自由离开机械以配合上下料。7、 齿轮替换式、无细牙限制;丝攻不对孔、丝攻会自动退回;8、 齿轮传动,全部是单面齿接触无间隙;一转一牙距,牙纹符合牙规检验;9、 配合牙距,丝攻耐用寿命长;齿轮拆换简易、方便;10、 可以配合振动盘,实现全自动上下料,加倍提高工作效率;

1.气动攻丝机为什么会攻不动?原因:攻不动的原因比较多,供气量过小,夹头扭力不行,气源处理器没安装好,气动主轴没进油,气源处理器与空压机的间隔较远,丝攻挑选不对,产品工件原料过硬等.2. 气动攻丝机夹头老是打滑?原因:是否是丝攻扭力维护筒夹被调理过,产生扭力不行的现象,这个时候用卡环钳将卡圈取下,按顺时针方向旋转扭力变大,调整完后再将卡圈固定即可。假如调理扭力到zui大后仍是攻到一半打滑,说明内部的摩擦片长时间揉捏打滑磨损,这个时候需替换丝攻扭力维护筒夹,正常是发生在长时间盲孔作业形成。
![]()
地址:浙江省嘉兴市海盐县通元镇兴通路387号
手机: 13705882944
电话:+86-0573-86611088
传真:+86-0573-86660056
网址:www.qygyj.com
热门搜索:自动攻丝机,伺服攻丝机,攻丝机厂家
