
咨询热线:邵经理
13705882944
咨询热线:邵经理
13705882944


攻丝: 制作内镙纹叫攻丝.它的工具叫丝攻。(丝锥) 套扣(丝):制作外螺纹就是套丝,工具:就是扳牙。攻丝的要点:(1)工件上螺纹底孔的孔口要倒角,通孔螺纹两端都倒角。(2)工件夹位置要正确,尽量使螺纹孔中心线置于水平或竖直位置,使攻丝容易判断丝锥轴线是否垂直于工件的平面。(3)在攻丝开始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。一般切入3-4圈螺纹时,丝锥位置应正确无误。以后,只须转动绞手,而不应再对丝锥加压力,否则螺纹牙形将被损坏。(4)攻丝时,每扳转绞手1/2-1圈,就应倒转约1/2圈,使切屑碎断后容易排出,并可减少切削刃因粘屑而使丝锥轧住现象。(5)攻不通的螺孔时,要经常退出丝锥,排除孔中的切屑。(6)攻塑性材料的螺孔时,要加润滑冷却液。对于钢料,一般用机没或浓度较大的乳化液要求较高的可用菜油或二硫化钼等。

第一大原因:挡攻丝机攻丝梢磨损或绷簧松懈无力。应查看挡攻丝机攻丝梢有没磨损导致受力不均,再便是查看绷簧是不是调太松或换新的绷簧;第二大原因:攻丝机攻丝皮带调整不够紧或皮带损坏导致打滑。攻丝机攻丝三角皮带太松可调整机器后面的调节螺丝调整到合适状况或换新皮带;第三大原因:攻丝机攻丝小皮带太松可将固定攻丝机攻丝机的四个小螺丝松掉再将攻丝机攻丝机往下压,然后上紧四个螺丝;第四大原因:离合器之刹车电豉不良,可换刹车片或更换攻丝机攻丝机;第五大原因:微动开关坏掉,更换新的微动开关。(怎样更换微动开关待续);第六大原因:凸轮停止开关方位不对。如果发动太慢也会导致攻丝机攻丝的不稳定;第七大原因:材料变形或夹头内残渣过多。应该多查看材料及多清理夹头。

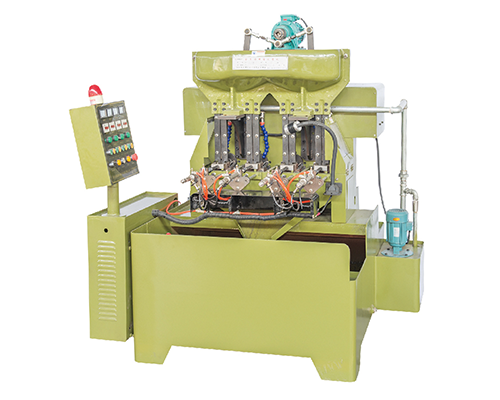
电动攻丝机组成:大型自动攻牙机由安装座、平衡杆、伺服驱动器、控制面版(正反转速设定)、电动马达、快换接头、带过载保护安全扭力夹头组成。平衡杆主体全部采用高强度铝合金,转动部位采用精密复合铜套,自动攻牙机设备在保证攻丝精度的前提下,重复定位精确、轻便。电动马达为单相600W、1000W、全部采用220V单相交流伺服电机,主轴正反转(转速单独设定,一般进慢退快,提高工作效率)转速调整,显示全数字化,双档带记忆,调节范围广,安全夹头带扭力调节,能适应不同材质的工件,通孔、盲孔、不断丝锥、丝牙精度高。
攻丝机同气割开坡口的方法相比,能耗低、坡口速度快(为气割的三倍以上),且不需清毛刺。同刨边机、龙刨等其他切削设备相比、本机价格低廉、占地面积小、耗能仅是它们的十分之一、加工时工件不需装夹,所以运用便利、工效高、配用托架可不受工件的长度、宽度限制。因此使用倒角机加工坡口远胜于其他设备,是当今国内理想的钢板焊前坡口设备。攻丝机不起毛边利用滚剪原理,在滚刀旋转带动钢板前进的相对运动中,将钢板的边角切除,能满足A3钢板、不锈钢板及16Mn板等焊接前的坡口需求,加工的坡口尺度正确,表面光洁。
![]()
地址:浙江省嘉兴市海盐县通元镇兴通路387号
手机: 13705882944
电话:+86-0573-86611088
传真:+86-0573-86660056
网址:www.qygyj.com
热门搜索:自动攻丝机,伺服攻丝机,攻丝机厂家
