
咨询热线:邵经理
13705882944
咨询热线:邵经理
13705882944

攻丝机同气割开坡口的方法相比,能耗低、坡口速度快(为气割的三倍以上),且不需清毛刺。同刨边机、龙刨等其他切削设备相比、本机价格低廉、占地面积小、耗能仅是它们的十分之一、加工时工件不需装夹,所以运用便利、工效高、配用托架可不受工件的长度、宽度限制。因此使用倒角机加工坡口远胜于其他设备,是当今国内理想的钢板焊前坡口设备。攻丝机不起毛边利用滚剪原理,在滚刀旋转带动钢板前进的相对运动中,将钢板的边角切除,能满足A3钢板、不锈钢板及16Mn板等焊接前的坡口需求,加工的坡口尺度正确,表面光洁。

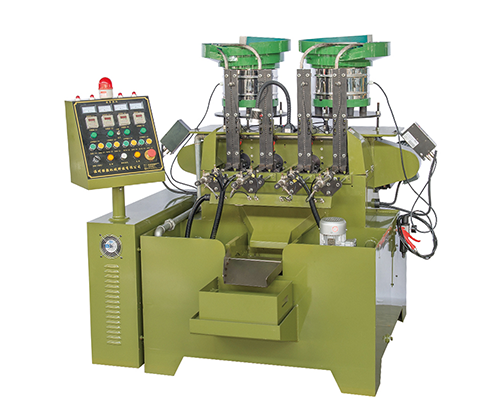
多工位全自动攻丝机是将工艺复杂的产品在生产时简单化,简便化,自动化。那我们要求的工艺不同,那对于这样的全自动钻孔攻牙设备来说,要求就是可以灵活地适应不同客户产品。所以多工位全自动攻丝机的工位数就可以三工位、四工位、六工位、八工位、十二工位等不同需求。那这个工位数应该是谁说了算呢。怎么合理运用才能达到高效又能节约成本成了大家选择的问题。其实多工位全自动攻丝机是一个非标定制设备标准化,将根据产品的加工工艺不同,加工孔位不一样进行了一些简单的划分。三工位全自动钻攻设备是适合需加工的孔位在同一面上,并且能加上多轴器的同时完成钻孔或者攻牙,所以一般工艺在两步以内或分两次可加工完毕的产品就选择三工位全自动钻攻设备。

多头攻丝机切削速度,汽配攻丝机设备由于钛合金具有大的弹性和变形率,因而需求采有相对较小的切削速度 。在加工钛合金零件的小孔时,引荐采用的圆周切削速度为10~14英寸/分。我们不引荐采用更小的速 度,由于那样会招致工件的冷作硬化。另外,也需留意刀具破损而招致切削热。云浮汽配攻丝机多头攻丝机容屑槽,在深孔攻丝时,需减少丝锥槽数,使每个槽的容屑空间。这样,当丝 锥退刀时,能够带走更多的铁屑,减小由于铁屑梗塞而形成刀具破损的时机。但另一方面,丝锥容屑 槽的加大使得芯部直径减小,因而,丝锥强度遭到影响。所以这也会影响切削速度。另外,螺旋槽丝 锥比直槽丝锥更易排屑。

电动攻丝机攻丝动力头结构有必要选用垂直度可调万向型,因为电动攻丝机这种结构注定了该设备有必要具有多工位、多批次、多种类、小批量攻丝功用,假设垂直度不可调,攻出的螺纹是不垂直及无任何精度的烂牙、不合格螺纹,并且极易构成攻丝扭矩增大、丝锥折断等不良现象。假设用工件来效对攻丝主轴的垂直度,不只功率低下,也发挥不了折臂攻丝机的优势,哪宁可购买台型或立式攻丝机更牢靠一点。在寻求高精度、高功率的出产环境中垂直型电动攻丝机必将遭到筛选。电动攻丝机因为选用了电机加减速器这种结构,动力头分量较气动攻丝机成倍增长,有的类型乃至超越十倍以上,所以不能照搬气动攻丝机万向头结构。垂直度调理时应顺利安全,不得呈现松开动力头锁紧手柄,动力头忽然向前倾倒不安全现象。电动攻丝机有必要从头规划更为安全牢靠的万向头结构,避免呈现工伤事故。

电动攻丝机组成:由安装座、平衡杆、伺服驱动器、控制面版(正反转速设定)、电动马达、快换接头、带过载保护安全扭力夹头组成。平衡杆主体全部采用高强度铝合金,转动部位采用精密复合铜套,在保证攻丝精度的前提下,重复定位精确、轻便。电动马达为单相600W、1000W、全部采用220V单相交流伺服电机,主轴正反转(转速单独设定,一般进慢退快,提高工作效率)转速调整,显示全数字化,双档带记忆,调节范围广,安全夹头带扭力调节,能适应不同材质的工件,通孔、盲孔、不断丝锥、丝牙精度高。
![]()
地址:浙江省嘉兴市海盐县通元镇兴通路387号
手机: 13705882944
电话:+86-0573-86611088
传真:+86-0573-86660056
网址:www.qygyj.com
热门搜索:自动攻丝机,伺服攻丝机,攻丝机厂家
